

目次
■下塗り、中塗り、上塗りの4コート3ベークが主流
●近年はボディカラーの差別化が進む
プレス工程と溶接工程を経て、ボディの基本骨格が出来上がったホワイトボディは、塗装工程で塗装されます。塗装は、基本的には1回でなく、下塗り、中塗り、上塗りの3工程で行われます。
塗装工程で行われる塗装技術について、解説していきます。
●ボディ塗装の概要
ボディの塗装は、それ自体大きな商品価値であり、一方でボディを腐食から守るという役目も担っています。塗装の厚みは0.1mm程度ですが、厳冬や灼熱、酸性雨、潮風などに晒されても色褪せやひび割れを起こさない耐久性が要求されます。
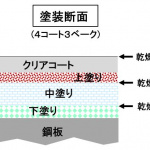
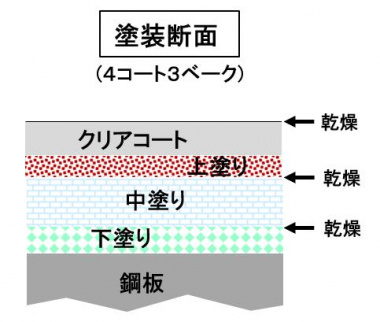
ホワイトボディは、前処理としてまず洗浄してから錆防止の下塗りをします。その後、中塗り塗装を経て、ボディカラーとなる上塗りをして、最後にクリアコートを行います。これを「4コート3ベーク」と呼びます。
●コートとベーク
4コート3ベークのコート(coat)は塗装の数、ベーク(bake)は乾燥の数を示します。メーカーによっては、中塗りを省略した3コート2ベークで塗装を行う場合もあります。塗装技術は進み、コート数が少ないから品質が劣るわけではありません。
●下塗り
溶接が終わったホワイトボディは、すぐに錆びてしまうので下塗り工程に移されます。下塗り工程の前に、防錆や下塗りの塗装の密着性を良くするため、最初にリン酸塩などで化成処理してボディに被膜が作られます。
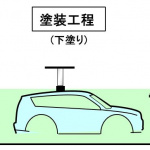
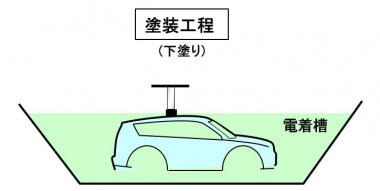
下塗りには電着塗装という技法が使われ、鋼板と塗料との馴染みを良くするとともに錆防止という重要な役目を担っています。
電着塗装では、水性の電着塗料が入ったプールの中にホワイトボディを浸し、塗料をプラス、ボディをマイナスにして電流を流し、塗料を車体に引き付けて塗装します。この数分間の通電で20~30ミクロン(0.02~0.03mm)程度の塗膜が形成されます。
●中塗り
下塗りの段階では、表面はまだ粗いです。最終的な仕上がりを良くするため、また耐チッピング性を高め、色落ちを抑えるため30ミクロン程度の中塗りを行います。チッピングとは、飛んできた小石によって塗装面が剥がれることで、錆の原因となります。
中塗りは、塗膜が均一になるようにロボットのスプレーによって行われます。ここでは、静電塗装という技法が使われます。微粒上の塗料を帯電させて、ボディ側をマイナスにしておくと、電気的に塗料がボディに付着しやすくなります。
●上塗り
上塗り工程では、最終的なボディカラーの塗料が静電塗装によって吹き付けられます。塗料には、普通のソリッドカラーと光を反射させる顔料を含んだメタリック系があります。ソリッドカラーは40ミクロン程度の厚さです。一方、メタリック系は15ミクロンほどのベース層に30~40ミクロンの透明なクリアコートが上塗りされます。
ソリッドカラーは、そのままでもある程度の光沢があり、クリアコートが必要ないように設計されています。
最近は、ソリッドカラーでクリアコートされているクルマが増えています。クリアコートによって、より光沢感が増すことと、耐紫外線や耐酸性雨、耐摩耗性など耐久性を向上させるのが狙いです。
昔のクルマは、10年も乗ると機能の低下よりも塗装の剥がれや色褪せが目立っていました。塗装技術が進み、最近はボディが色褪せたクルマを見かけることはなくなりました。また同じカラーでも、メーカーによって微妙な違いがあり、ボディカラーの差別化が進んでいます。
ボディカラーは、クルマを引き立たせて商品価値を高める重要な要素になっています。
(Mr.ソラン)


